Technologie
Tisk z filamentu (vlákna)
Metoda FFF (Fused Filament Fabrication)
Jednoduchá, operativní,
materiálově variabilní
Je charakterizovaná tavením plastového vlákna. Tavenina je vytlačovaná přes trysku a pohybem ve dvou osách postupně nanáší tenkou vrstvu materiálu v horizontální rovině budoucího výrobku.
VLASTNOSTI
Hlavní předností metody je výběr z širokého spektra používaných materiálů od pružných přes vysoce pevné kompozity, kde polymerová matrice je vyplněná uhlíkovým, skleněným nebo kevlarovým vláknem, až po kovové materiály.
Vzhledem k velkému množství nastavení parametrů tisku, je možné u stejného výrobku volit míru tuhosti, kvalitu povrchu, hmotnost a další vlastnosti.
POUŽITÍ
Výroba prototypů, přípravků, finálních dílů.
Díky rozšířenosti této metody je k dispozici velké spektrum termoplastů různých mechanických i chemických vlastností. Vyznačují se dlouhodobou stabilitou těchto vlastností.
Vzhledem ke kladení roztaveného materiálu na částečně vychladlý se u běžných tiskáren nedá zajistit rovnoměrná pevnost ve všech osách modelu.

MATERIÁLY
ABS, PA, CPE, PP, PC, PETG, TPU, PLA, ASA Kompozity s výplní karbon, sklo.
Značky: BASF, 3DXTech, Ultimaker, BambuLab
Tisk z resinu (pryskyřice)
Metoda MSLA (Masked Stereolithography Apparatus)
Kvalita povrchu, přesnost,
prokreslení detailu
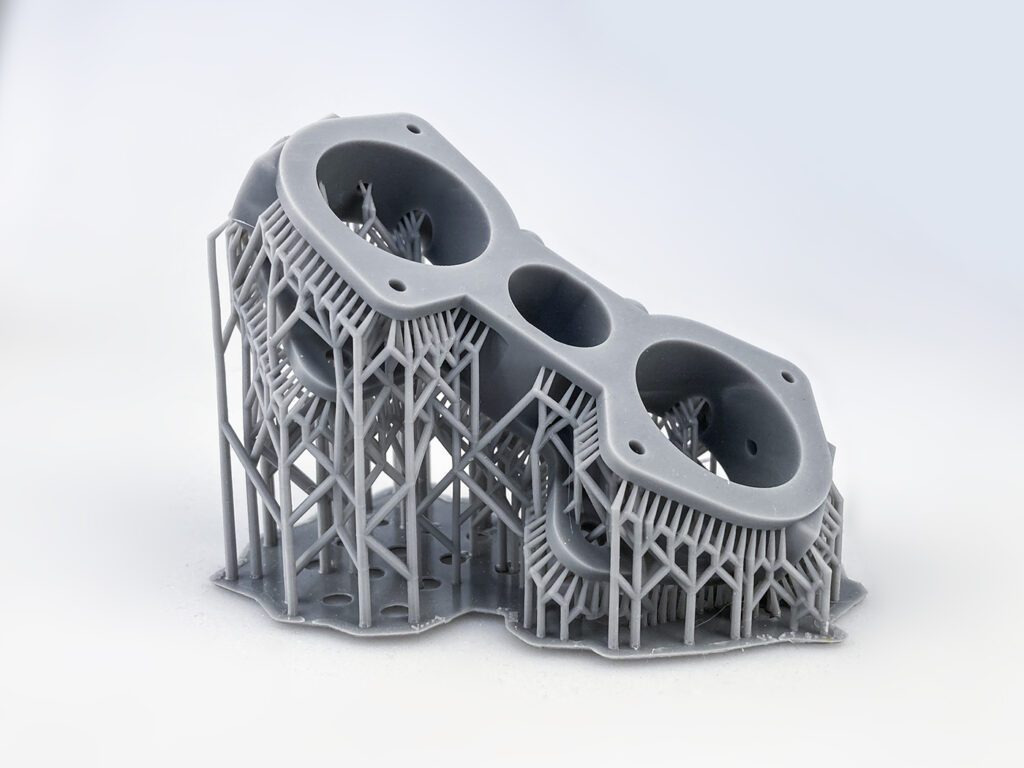
Materiálem je světlocitlivá pryskyřice a proces spočívá v postupném vytvrzování vrstev modelu působením světla. Po vyjmutí modelu z tiskárny a odstranění nevytvrzené pryskyřice, která ulpí na stěnách modelu, následuje další vytvrzení modelu působením tepla a světla ve vytvrzovací stanici.
VLASTNOSTI
Pracuje se obvykle s malou výškou vrstvy a současně vysokým rozlišením v osách X a Y. Důsledkem toho je vysoká kvalita povrchu modelu, rozměrová přesnost a kvalitní vytištění detailů.
Protože při vytvrzování teplem a světlem dochází k prostorovému síťování molekul uvnitř modelu, je výrobek izotropní téměř jako vstřikovaný díl.
POUŽITÍ
Výroba prototypů, přípravků, finálních dílů.
Světlocitlivé pryskyřice pro široké oblasti použití. Pryskyřice patří mezi termosetické polymery, modely se po vytištění teplem dále nedají tvarovat.
Působením světla na model dochází k jeho postupnému stárnutí.
Podpory, na kterých je model vytvářen, je po dokončení nutné odstranit. Na předem zvolených místech zůstanou po jejich odstranění na modelu jizvy v podobě malých bodů. Ty se dají eliminovat následným broušením příp. tryskáním modelu.
MATERIÁLY
Pružné, houževnaté, tvrdé. Vysokoteplotní, vytavitelné. Biokompatibilní. Kompozitní.
Značky: BASF, Loctite, Photocentric
Tisk z prášku (dodavatelsky)
Metoda SLS (Selective Laser Sintering)
Metoda MJF (Multi Jet Fusion)
Čistota povrchu, přesnost,
produktivita
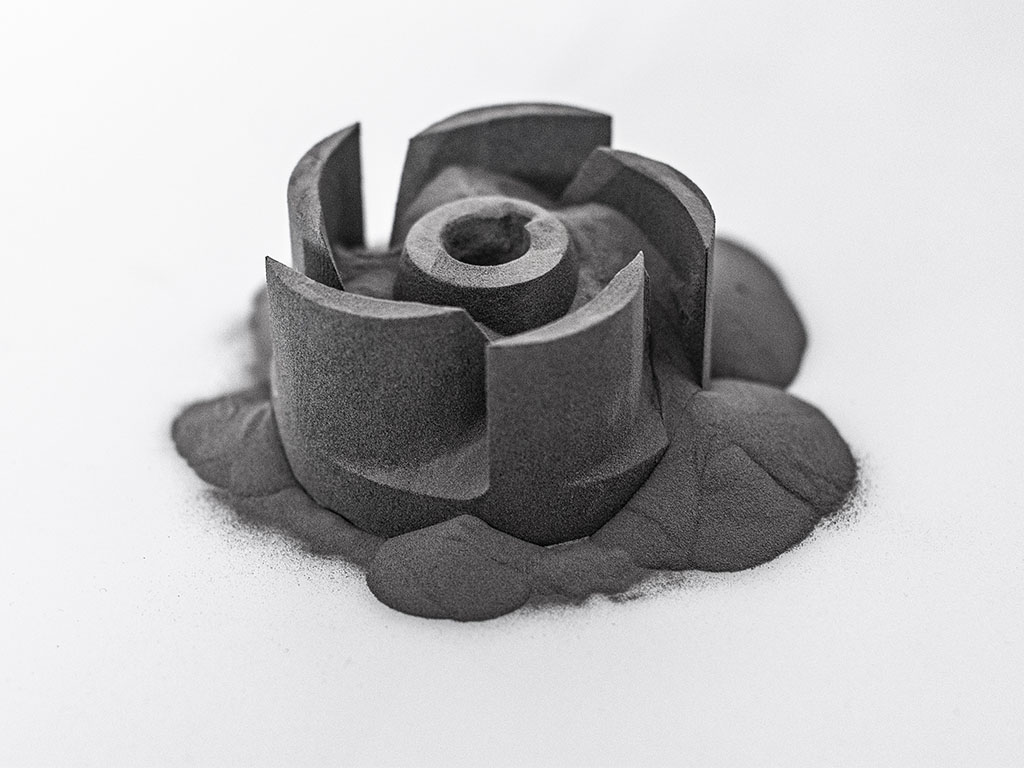
Materiálem budoucího modelu je termoplastový prášek, který je ve stavební komoře po jednotlivých vrstvách stavby nanášený a následně spékaný laserovým paprskem (SLS), nebo za účasti speciální kapaliny vytvrzený teplem(MJF). Komora s hotovými díly je na konci procesu práškem zcela zaplněná.
VLASTNOSTI
Vzhledem k malé výšce vrstvy a malé šířce laserového paprsku jsou vytvářeny modely s velkou rozměrovou přesností, kvalitním povrchem a vysokou mírou detailu.
Protože všechny modely jsou uzavřeny v prostoru zaplněném práškem, není třeba budovat pro převisy modelů podpory. Vznikají tak výrobky tvarem věrně kopírujícím konstruovaný model.
POUŽITÍ
Technologie je vhodná pro finální díly v kusové a malosériové výrobě, také pro výrobu prototypů a přípravků.
MATERIÁLY
PA 12, PA 11, TPU, PP
Tisk kovů (dodavatelsky)
Metoda SLM (Selective Laser Melting)
Tiskne se z kovového prášku tavením laserovým paprskem. Při výšce vrstvy až 0,03 mm, je možná výroba malých detailů modelů. Celý model je budovaný na podporách z důvodu rovnoměrného odvodu tepla z modelu. Podpory je nutné po vytažení modelu z tiskové komory odstranit.
Metoda BJ (Binder Jetting)
Do kovového prášku se při tisku vrstvy vstřikuje pojivo. Vytištěný model je pak spékaný v peci za teplot blízkých tavení a pojivo se odpaří. Při samotném tisku nevzniká v tiskovém prostoru teplo, které by bylo nutné z modelu odvádět. Proto není zapotřebí pod modelem ani pod převislými částmi budovat podpory. Metoda je vhodná i pro malo až středně sériovou výrobu.

MATERIÁLY
Nerez 17-4 PH, nerez 316L, nerez 420, inconel 625, inconel 718,
nástrojová ocel M300
Postprocesing
Tryskání
Úprava povrchu tryskáním abrazivním
materiálem různé hrubosti
Úprava povrchu
Pro vyšší kvalitu povrchu, vyšší atraktivnost nebo barevné řešení můžeme některé materiály brousit a lakovat.
Obrábění
CNC obrábění rozměrově kritických částí, nebo odstranění technologických stop po 3D tisku.